पोलीकार्बोनेट (पीसी) एक्सट्रुसन प्रक्रिया द्वारा फ्लैट पानामा गठन हुन्छ। एक्सट्रुज़न प्रक्रियामा, पॉली कार्बोनेट उच्च तापमान र दबावको क्षेत्रमा स्क्रूको साथ लगातार चालु गरिन्छ जहाँ यो पग्लिन्छ र कम्प्याक्ट हुन्छ, र अन्तत: मर्ने आकारको माध्यमबाट जबरजस्ती गरिन्छ। पीसीलाई विभिन्न मोटाईमा एक्सट्रुड गर्न सकिन्छ: ०.२5 मिमी, ०.mm मिमी, ०.7 मिमी, ०.8 मिमी, ०.० मिमी, १.२ मिमी, १. 1.5 मिमी र २.० मिमी। सामान्यतया प्रयोग गरिएको मोटाई ०.mm मिमी, ०.। मिमी, ०.8 मिमी र १.mm मिमी हुन्छ।
परावर्तनशील, फ्लोरोसन्ट, अप्टिकल र पारदर्शी प्रभाव प्राप्त गर्न पीसी विभिन्न रora्गको साथ मिसिन सकिन्छ।
बनावट पीसी पाना सिर्जना गर्न स्क्रू एक्सट्रूडर बिभिन्न बनावट प्रयोग गर्न सकिन्छ।
Coextrusion PC / PMMA। दुई वा अधिक भिन्न पोलीमरहरूको तहसहितका चलचित्रहरू र पानाहरू पग्लिएका स्ट्रिमहरू मिक्स गरेर उत्पादन गर्न सकिन्छ। यो प्रक्रिया एकल बहुलकमा प्राप्त गर्न नसकिने गुणहरूको संयोजन प्रदान गर्न सामग्रीहरूलाई मिलाउन प्रयोग गर्न सकिन्छ।
भ्याकुम गठन गर्ने पीसीले खोपडी सुरक्षा मस्तिष्कको रूपमा प्रभाव संरक्षण प्रदान गर्न सक्छ।
भ्याकुम गठन गर्ने पीसी घुमाउने प्रभाव उर्जा प्रबन्धन गर्न MIP समारोह सिर्जना गर्न तह स्लाइडिंग हुन सक्छ।
थर्मोफोर्मिंग हेलमेट निर्माणको लागि लोकप्रिय प्रक्रिया हो, जसले सिल्स्क्रीनयुक्त र poly्गा पॉली कार्बोनेट शीटलाई प्रिहिएटका लागि ओभनमा राख्छ, पॉली कार्बोनेटलाई भ्याकुम मेसिनमा राख्छ, पाना पचाउन सकिने तापक्रममा तताइन्छ, मोल्डमा फरक आकार बनाइन्छ, विभिन्न उत्पाद आकार। र उचाइले भ्याकुम गठनको क्रममा विभिन्न तनावलाई निम्त्याउँदछ, पातलो भ्याकुम पीसीले रंग फ्याडवे वा हेलमेटको शक्ति घटाउने बढी सम्भावित जोखिम पैदा गर्दछ, त्यसैले यो विश्लेषण गर्न र सही पॉली कार्बोनेट शीट मोटाई छनौट गर्न महत्त्वपूर्ण छ जुन हेलमेटको गुणस्तर र प्रभावकारी परीक्षणसँग सम्बन्धित छ। र एक प्रयोग योग्य उत्पादन सिर्जना गर्न छाँटकाँट गरियो।
भ्याकुम गठन प्रक्रिया अघि, हामी बहिर्गन पछि पॉली कार्बोनेट पानामा सुरक्षा फिल्म को एक तह लागू गर्छौं, फिल्म EP इन-मोल्डिंगको समयमा पोलिक कार्बोनेटलाई खरोंचबाट बचाउँछ, र अन्तिम फिल्ममा अन्तिम हेलमेट असेंब्ली हुँदा सुरक्षित फिल्म हटाउँछ।
कम्पोजिट पीसी PMMA

पारदर्शी रंगीन पीसी

मिरर अप्टिकल पीसी
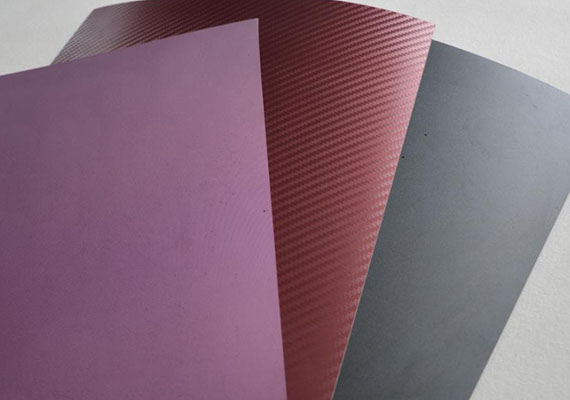
बनावट पीसी

फ्लोरोसन्ट पीसी
